



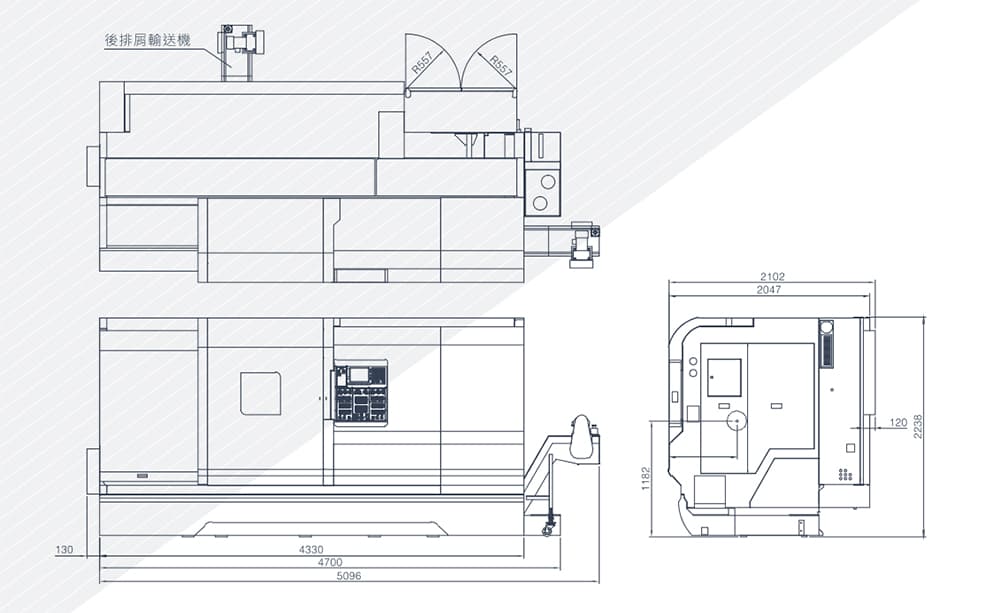
| 最大旋徑 | Ø 460 mm (18.11") |
| 最大車削直徑 | Ø 280 mm (11.02") |
| 加工長度 | 455 mm (17.9") 690 mm (27.16") |
| 主軸鼻端 | A2 - 6 |
| 棒材孔徑 | Ø 52 mm (2") |
| 油壓夾頭 | Ø 210 mm (8") |
| X軸行程 | 165 mm (6.49") |
| Z軸行程 | 490 mm (19.3") 740 mm (29.13") |
複上精機Y軸CNC選配
複上精機的Y軸車削中心通過多項認證,最大化加工多功能性、生產力和利潤。複上Y軸車削中心設計配備Y軸刀塔。該系列車削中心採用45 度斜床結構,並結合X/Z和Y軸上的重型滾柱線軌。提供多軸配置,可滿足靈活的加工需求。
Y軸上的滾柱線軌確保在重切削時的高穩定性。
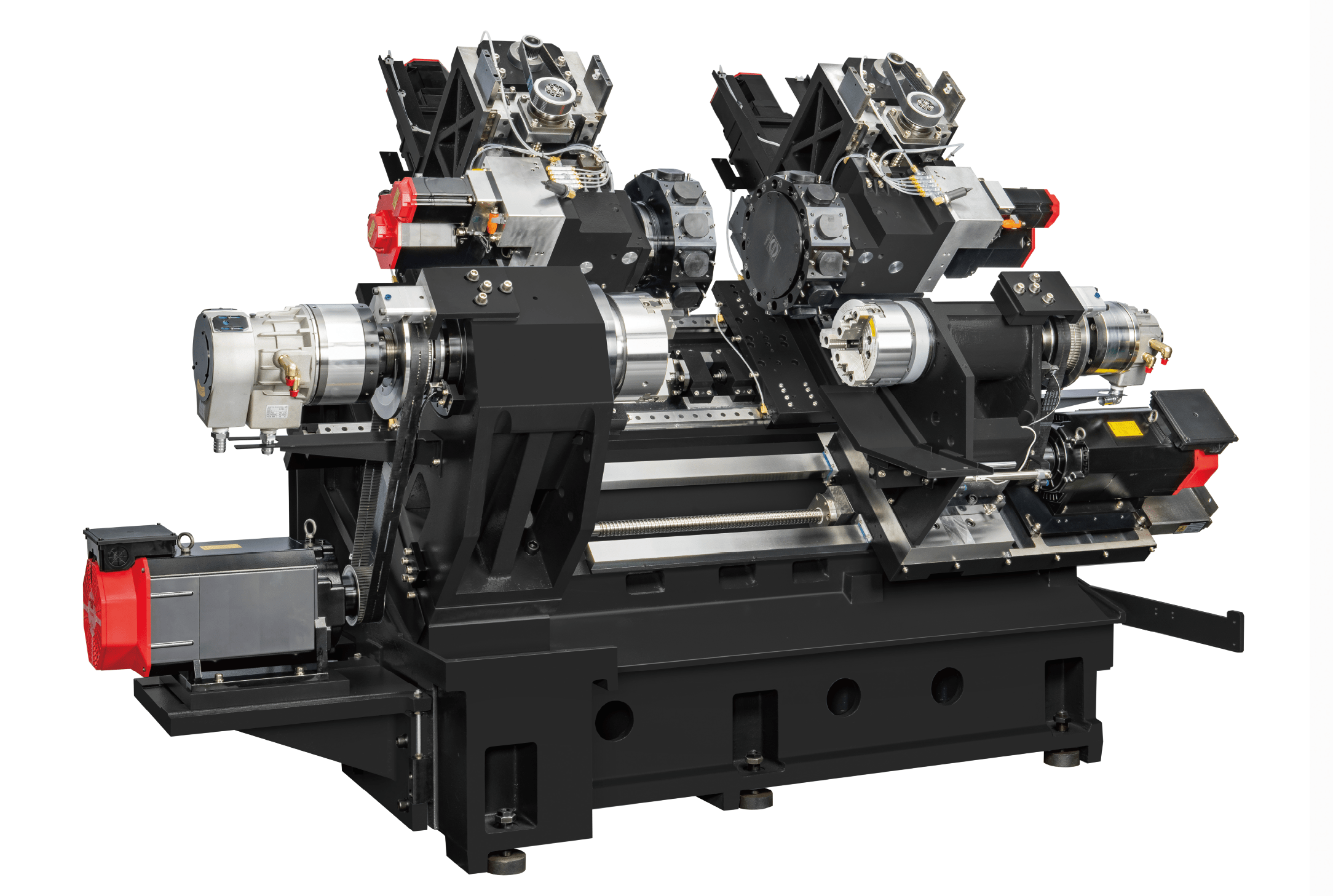
FCL-TTY系列
(雙刀塔 / 雙主軸 / Y軸 選配)
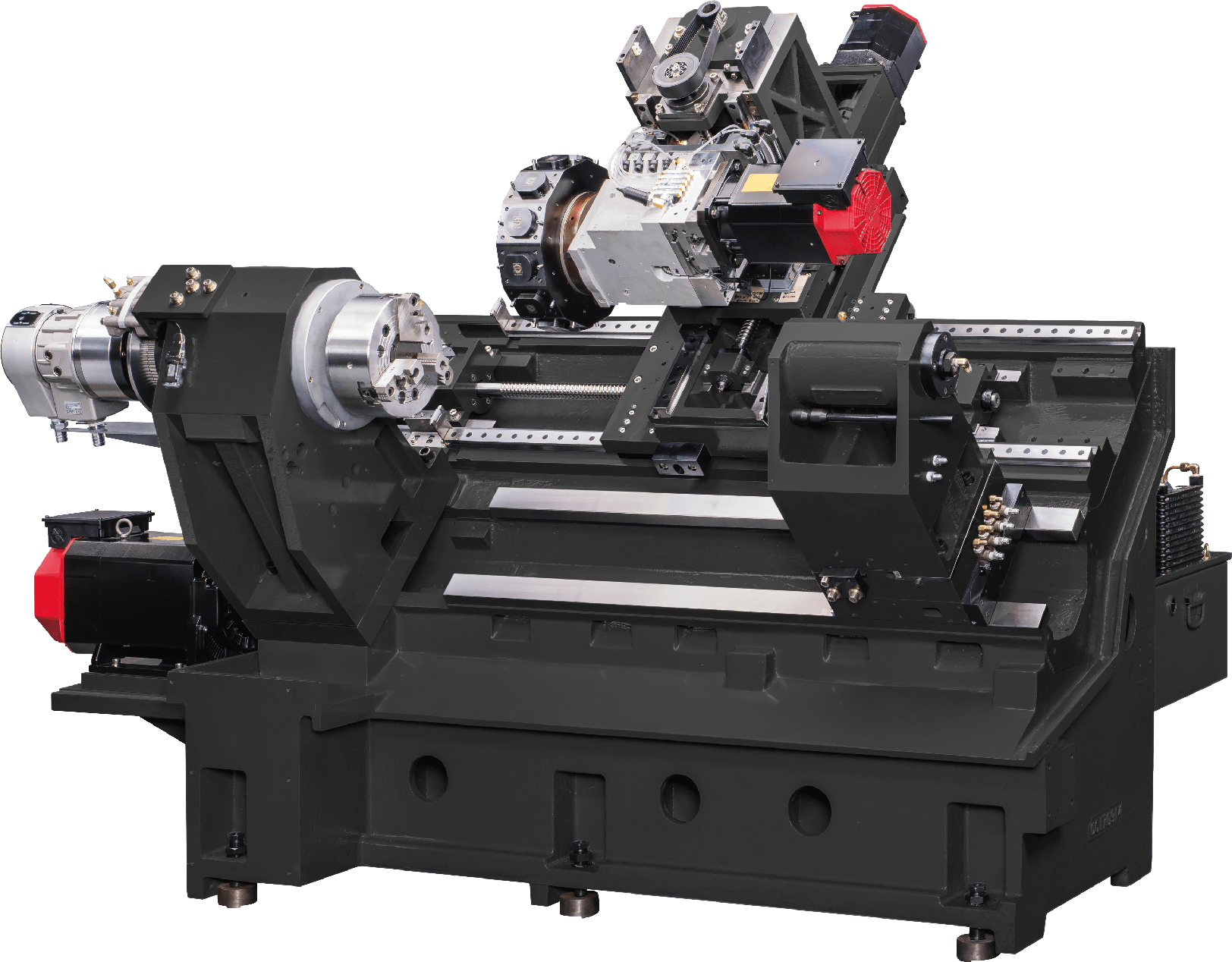
FCL-Y軸系列(選配)
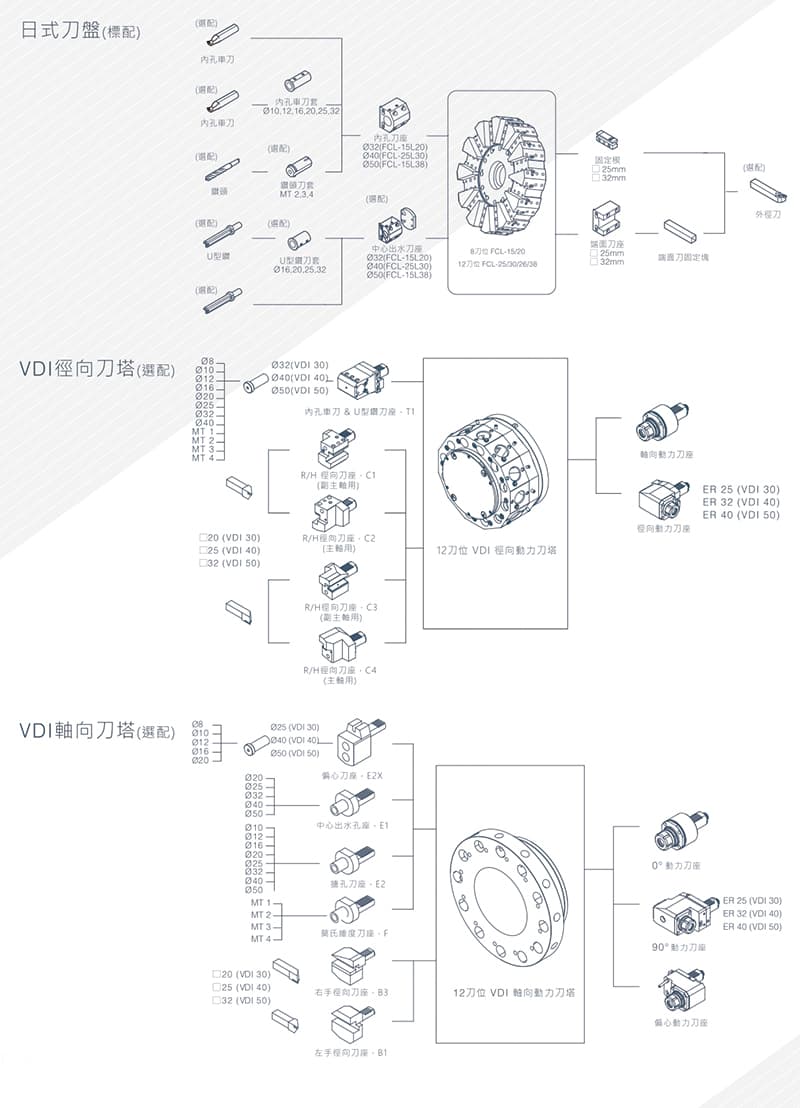
Y軸刀塔(選配)
- Y軸基座和X軸鞍座的一體化設計,提供高精度的結構配置。
- 快速分度刀塔具有高重複精度。
- 高剛性刀塔更適合前後加工。


動力刀塔(選配)
- 採用徑向類型圓盤,即徑向VDI,配有Fanuc電機的12工位動力刀塔。(不包括旋轉刀具和工具)
- 高分度解析度為0.001,可實現精密輪廓 / 分度控制。
- 液壓刀盤制動鎖定在銑削和輪廓加工時提供最大穩定性。該單元允許前後加工並具有快速換刀功能。
- 馬達驅動刀盤和TD軸。
CF軸(選配)
CF軸有獨立的伺服馬達與齒輪箱驅動擁有更好的剛性,適合連續的轉動銑削。
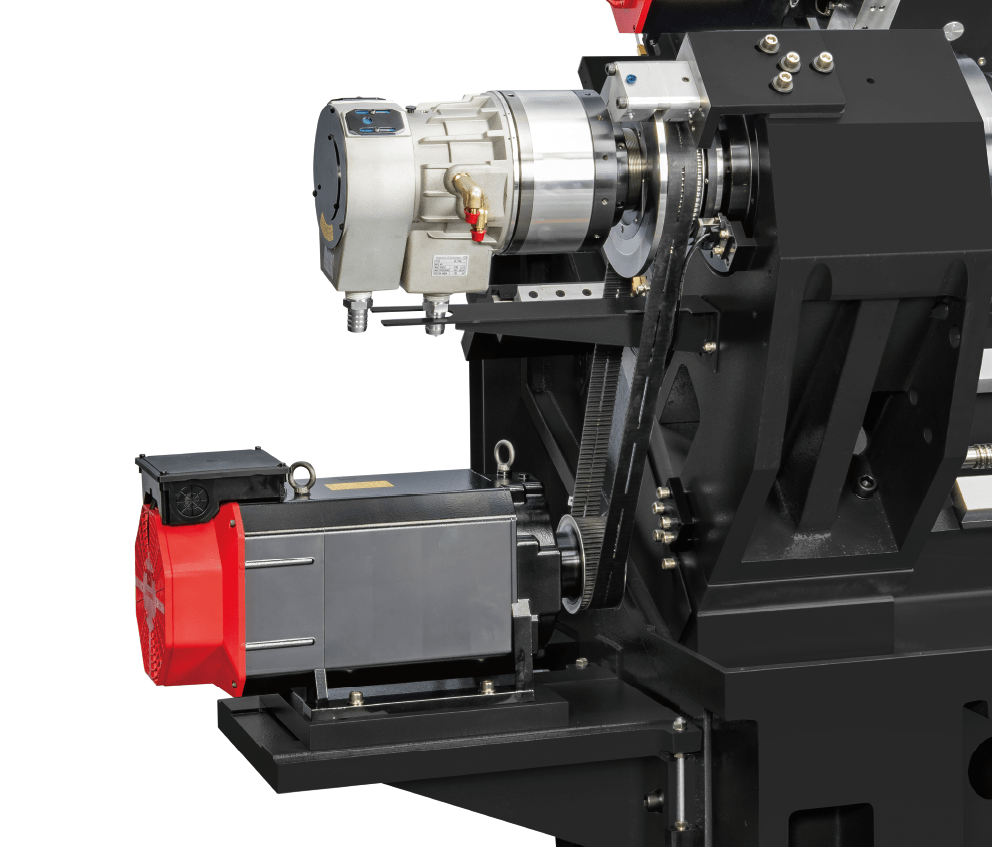
CS軸(選配)
CS軸採用伺服馬達驅動,適用主軸分度、定位銑削。

可程式與伺服尾座
可程式移動尾座為標準配置,
可升級為伺服驅動移動尾座。

副主軸(選配)
主軸和副主軸的同步運轉設計。工件可一次加工完成。
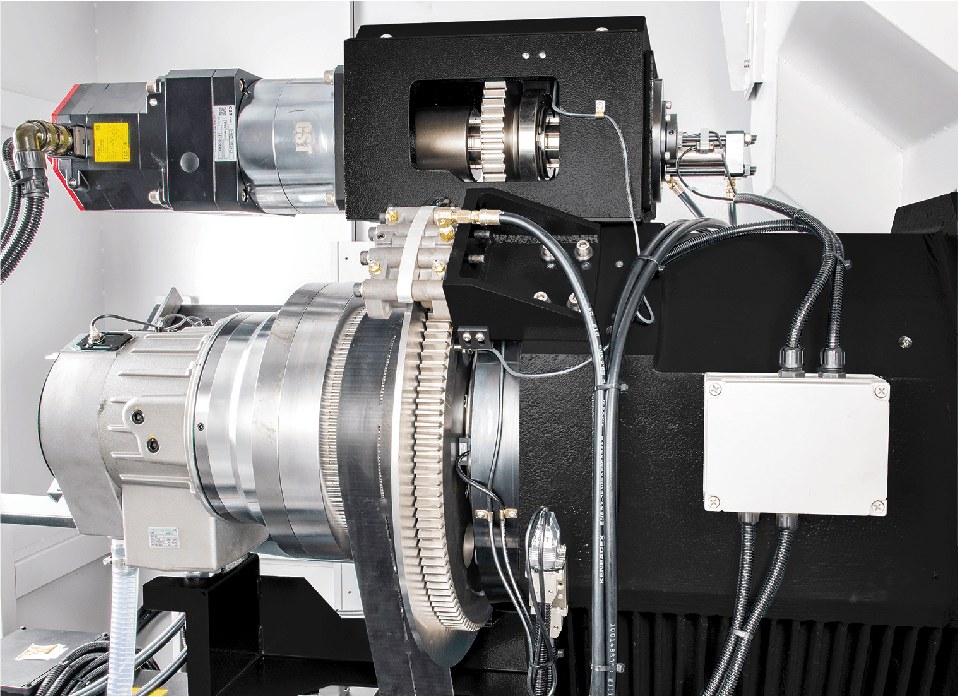
內藏式精密主軸(選配)
- 主軸運行在P4級高精度軸承上,提供高軸向推力能力和優越的徑向穩定性。 這確保在重切削時保持高精度。

中隔門(選配)
在副主軸轉動時,可以將新零件裝載到主軸上。
接料器(選配)
副主軸材料推杆可以在內部彈出工件,並將其向下轉移到機器外的材料接收器。在副主軸轉動時可以裝載新零件。

工件測量(選配)

刀具測量系統
手動 / 自動擺臂

工件測量系統
自動測量和校正尺寸
ESG(選配)

自動黃油潤滑系統
顯著減少潤滑油用量,有效減少切削水箱污染,提高切削液品質。

變頻油壓系統
具有優秀的節能效果,較小的燃料箱容量和溫度控制。

智慧斷電系統
智慧斷電系統會暫時限制設備耗電裝置在待機時的使用。加工結束之後系統可以自動將設備斷電。
人工智慧監測系統(選配)



智慧機器監測與預防系統
即時主軸負載監控搭配人工智慧軟體技術自動建構安全加工負載區間,並含智慧刀具效能管理,監控並預防加工中的異常,不再依靠人員監視。

電器箱
電器箱內部之電控迎路經完曾規劃,易於維修,採用高級電控元件組成,控制性能穩定,使用壽命長。

空心滾珠螺桿冷卻系統(選配)
空心滾珠螺桿冷卻系統可以顯著減少機器移動中螺桿摩擦的熱溫升位置精度誤差,進而提高機器的定位精度。
工件切斷偵測器(選配)
此偵測器可偵測工建是否完全切斷,可避免工件沒有完全切斷,導致影響雙主軸加工問題。

油壓中心架(選配)
標準油壓中心架為手動底座移動,也有可能編程與伺服驅動底座可供選擇。


分度夾頭(選配)
可車削多角度車削零件,如三通、四通接頭等,可自動角度變換,一次加工完成。
迴轉心軸尾座(選配)
剛性更優異的迴轉心軸偽座,擁有較活動頂針更大的軸承組。


風箱式護罩(選配)
可提供軌道更優異的微小粉塵防護,可延長研磨及複合材加工料時護罩壽命。
BMT & 自動換刀解決方案(選配)
BMT擁有更加的剛性結構,可以搭配多樣的動力刀座以及快換介面如Capto介面,實現快速外部刀具管理,我們也提供刀塔油壓自動換刀解決方案,搭配機械手可實現刀塔自動換刀機能。


集塵器(選配)
集塵器專為高效粉塵處理設計,可快速捕捉加工過程中的微細顆粒與廢屑,保持工作環境清潔,提升加工精度與操作安全性。其高效過濾系統確保排放空氣達到環保標準,同時延長設備使用壽命,是維持生產環境的理想選擇。
油霧回收機(選配)
油霧回收機以高效分離技術,快速回收加工中產生的油霧,降低空氣污染,提升車間環境品質。同時回收的切削液可循環使用,節省成本,並延長設備使用壽命,是環保與經濟效益兼具的最佳選擇。


主軸冷卻器(選配)
主軸冷卻器專為高精密加工設計,能穩定控制主軸溫度,防止過熱導致的精度下降與設備損耗。其高效冷卻系統確保加工穩定性,延長主軸壽命,提升生產效率與產品品質,是機床穩定運行的關鍵配備
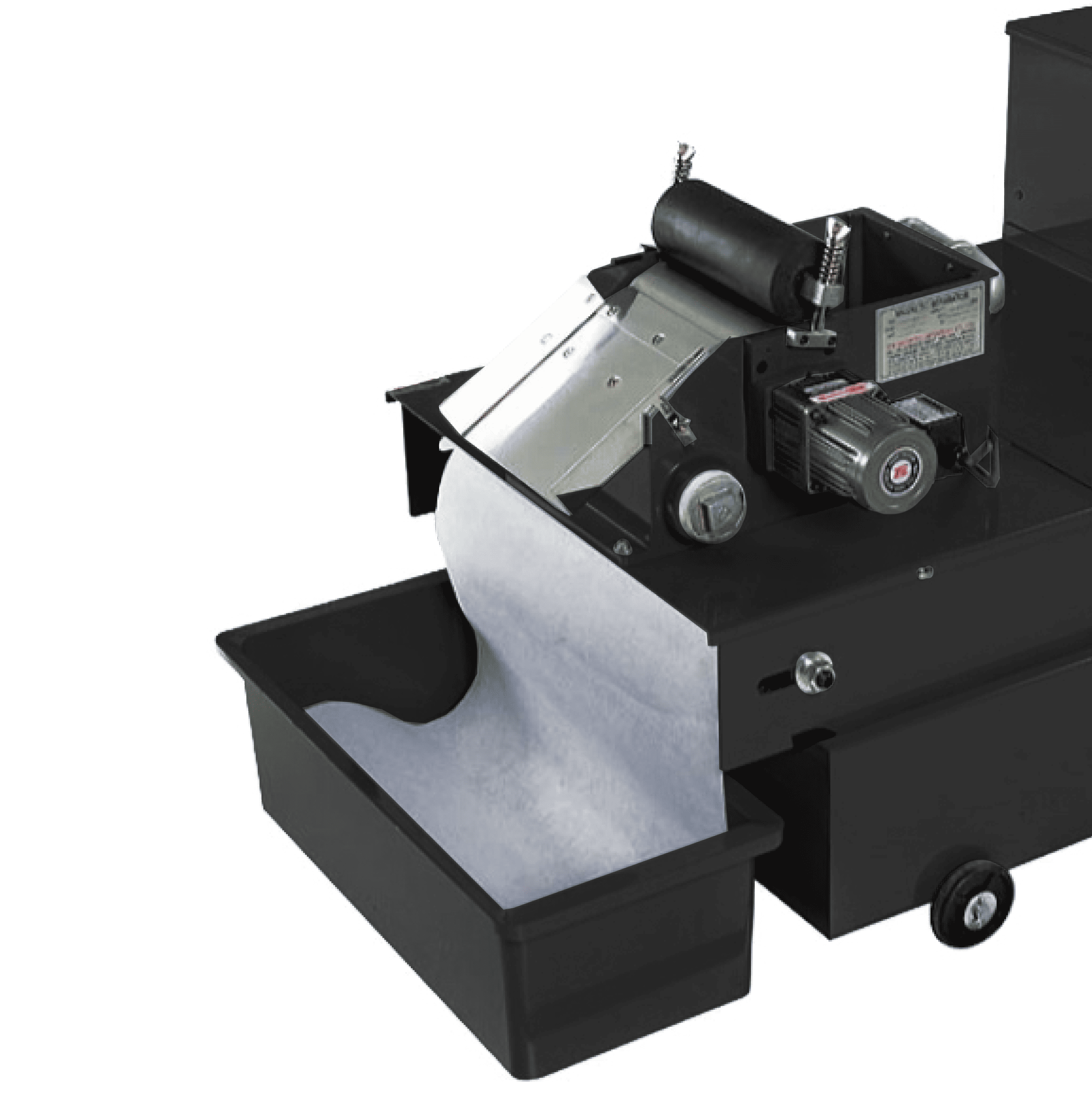
切消液管理系統(選配)
- 高壓切削水系統 5/10/20/50/70 bar
- 油水分離機
- 紙袋過濾系統
- 磁性過濾機
控制器

標準控制器為FANUC,還有SIEMENS, MITSUMISHI, FAGOR, SYNTEC等其他控制器可供選擇。