
| 床面旋徑 | Ø 235 mm (9.25") |
| 最大車削長度 | Ø 230 mm (9.06") |
| 加工長度 | 690 mm (27.17") |
| 主軸鼻端 | JIS: A2 - 5 / A2 - 6 (OPT.) |
| 棒材孔徑 | Ø 52 mm (2.04") / OP: Ø 65 mm (2.55") |
| 油壓夾頭 | Ø 169 mm (6") / OP: Ø 210 mm (8") |
| X軸行程 | X1: 180 mm (7.09"), X2: 185 mm (7.28") |
| Z軸行程 | Z1,Z2: 630 mm (24.8") |
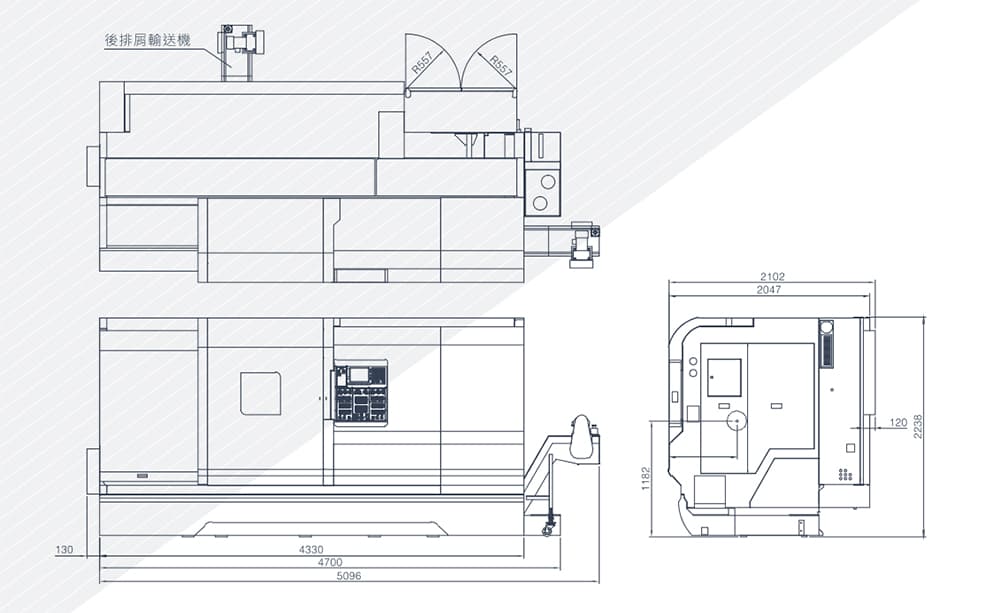
- 此表如有變動,怒不告知,依契約之規格為準。

20 Bar 高壓冷卻液系統(選配)
20 bar 高壓冷卻液系統適用於高產能加工之場合。
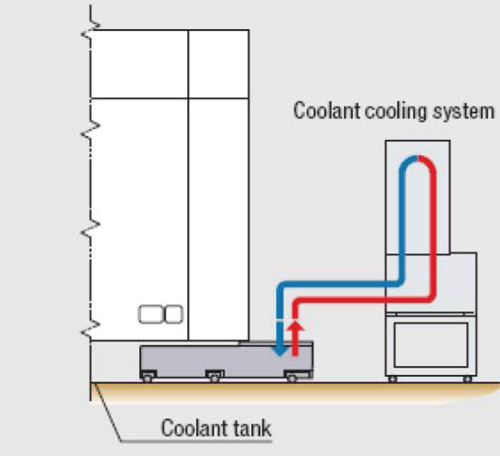
冷卻液冷卻系統(選配)
冷卻液冷部系統適用於冷卻液的溫度控制,以確保加工精度之穩定性。當使用高壓冷卻液時,建議同時使用此種冷卻系統。
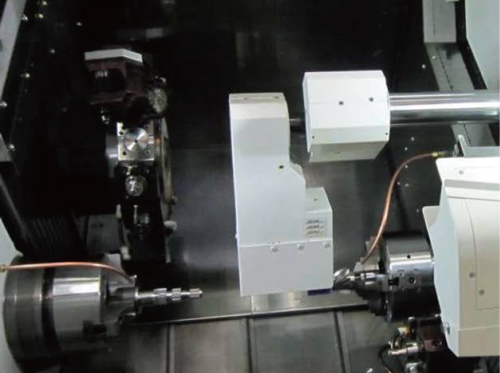
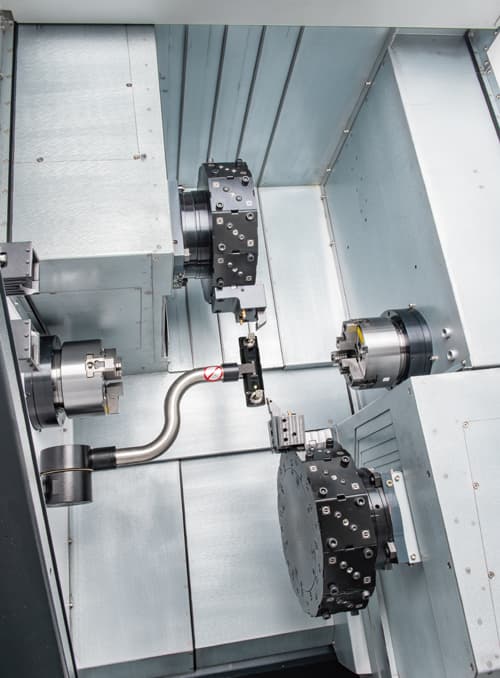
副主軸工件放料及輸送帶(選配)
工件採用右主軸加工完成後,將經由頂料器送料到放料器,再將工件放置在輸送帶上。
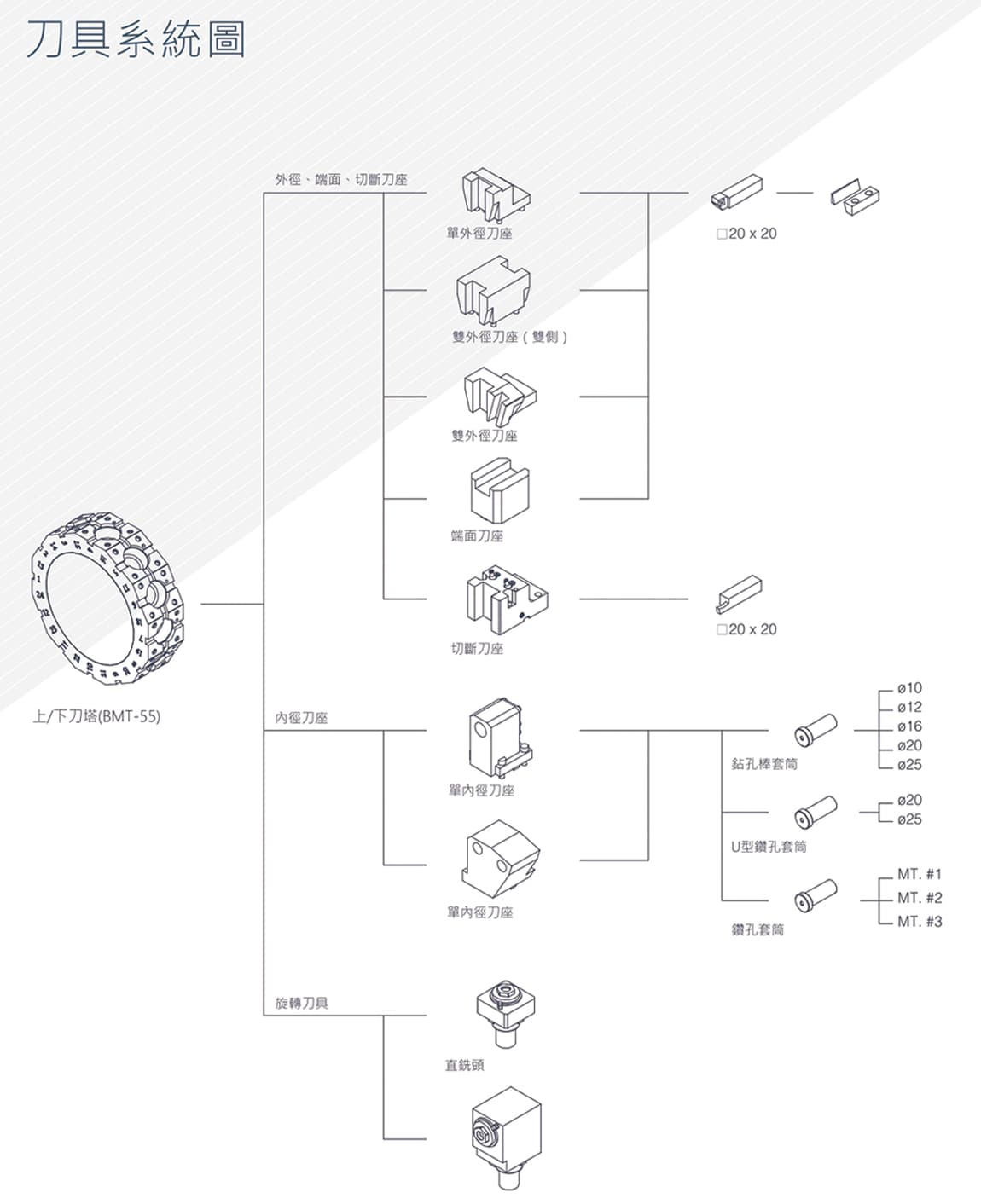
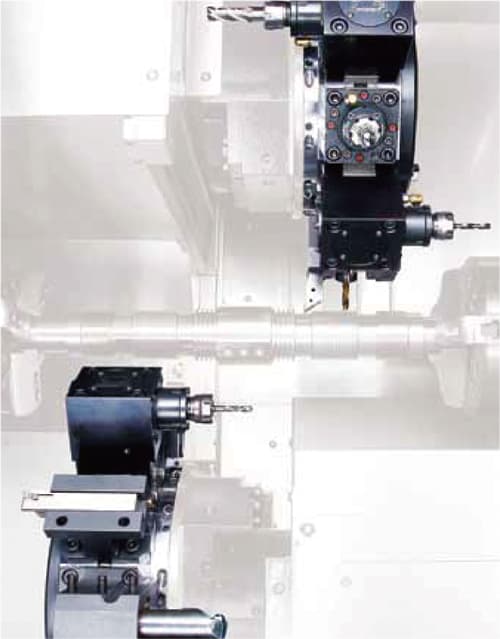
刀塔
通過上下刀塔個別獨立、同時操作來使機床生產效率加倍。
- 刀塔換刀時間(每個刀位)
0.15秒 - 刀位數量
(上下刀塔相同)
12個刀位 - 刀位元索引位置數量
(上下刀塔相同)
24個索引位置
自動刀具測量系統(選配)
CNC 車床的刀具量測系統可自動設定刀具偏移
- 大幅縮短人工對刀時間
- 不僅提升工作效率,也顯著減少換刀時的佈刀時間
扭力圖

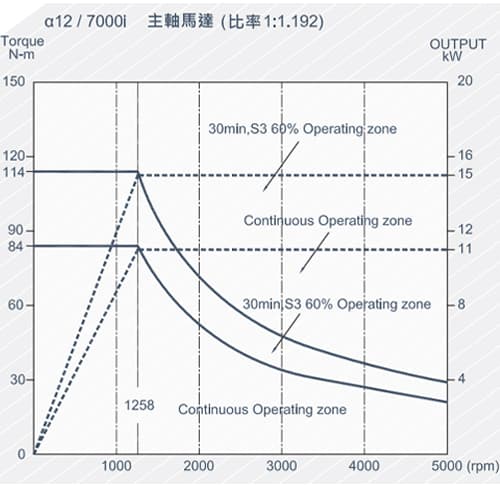
- 此表如有變動,怒不告知,依契約之規格為準。